基于WinAC的橡胶连续硫化机组的控制系统设计
电机驱动信号输出,通过出口中间继电器,驱动电机操作回路,完成电机分批自启动;
· 模拟量输出模块:SM332(AO 2 x 12 位),主要给变频器提供0~10V控制信号,实时控制三相异步电机的运行。
· 分布式IO使用ET200M,包括以下部件:电源PS307,Profibus模块ET200M,数字量输入,数字量输出,模拟量输入。
PLC采用了四个框架,在RTU信号柜内有三个,其中一个为备用扩展框架;另一个在操作台内,通过IM361扩展连接,这样简化了接线,大大地提高可靠性。
3 系统实施策略
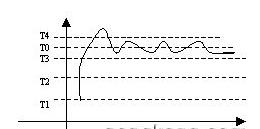
3.1 温度控制策略
· 实际温度低于T1时,为加快响应速度,全功率加热。
· 实际温度位于[T1~T2]范围内时,为避免积分饱和,分离积分项,采用PD控制。
· 实际温度位于[T2~T3]范围内时,采用PID控制。
· 实际温度位于[T3~T4]范围内时,采用自适应PID控制。
· 当实测温度T>T0+ξ且在采样周期中,温度持续上升,则继电器断开
· 在采样周期中,温度持续下降,则继电器接通,其它情况实行PID控制。(死区阀值ξ本系统取为1℃)。这种控制方法不仅考虑了实测温度和设定温度的偏差,而且考虑了实测温度的变化趋势,可减少超调和波动,具有自适应的效果。
· 实测温度大于T4时,接通风扇电源,强制制冷。T1、T2、T3的选择为:
T1=T0×87%,T2=T0×95%,T3=T0-20℃,T4=T0+20℃。(T0:设定温度)
3.2 系统可靠性设计
3.2.1 PLC输出端的可靠性措施
3.2.2 安装与布线的注意事项
4 系统软件设计
在上位机上,以WinCC 为人机接口的WinAC 系统,通过WinCC将时间取样数据和事件记录在数据库,可通过趋势曲线的形式反映温度、压力的历史记录。它具备完善的监控功能。包括设备运行状态、检测与执行器件工作状态、网络工作状态、过程参数、故障诊断及定位、各类报警信息、设备/器件状态信息等等。同时配置SQL Server 2000 数据库服务系统,是系统数据存贮、处理、分析及服务中心。数据库服务器向上连接生产管理部门(如工艺部、生产部),向下连接各个WinAC 系统,实现了生产任务、工艺指标的下发调度及实际过程参数的采集、归档,并最终生产出生产报表和质量分析报表,为车间、生产管理部门及决策部门提供依据。
WinAC橡胶连续硫化机组控制系 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)