台达CANopen总线在多线切割设备中的应用
1 系统说明
线切割系统的磨削原理是使用自由研磨剂而非固定的研磨剂,因此往复式切削系统比传统的单向切削系统具有一定的优势。对于同种材料来说,系统可以有更大的行程和线的移动速度,只有通过线的往复运动,才能达到理想的研磨效果。连续的供线系统和旧线回收系统,可以避免线的破损,还可促使线的张紧以保证切削线的刚性,这有利于保持破方精度,同时,最大限度地利用切削线可以有效降低消耗。机械结构模型如图1所示,机械结构实物如图2所示。

图1 机械结构模型

图2 机械结构实物
整个系统用到7台伺服马达,存线系统即辊筒电机5.5kW一台、机头引导电机3kW两台、工作台电机2kW一台、力臂电机5.5kW两台,微调电机400W一台。其中,力臂电机以扭矩方式给出系统初始张力。辊筒电机作为走线系统主动部分接收CAN总线速度指令,机头引导电机跟随辊筒电机同步运行。工作台作为独立运作部分接收CAN总线速度指令。微调电机调节在开始绕线给定初始张力后切割线长短变化。
2 系统要求
2.1 设计要求
切割速度0~12m/s,放线张力0~70N,工作台进给速度0.1mm~300mm/min。
2.2 钢丝线在高速往复运行中的张力控制,必须保持张力稳定
张力抖动变化主要是因各电机线速度不能绝对一致引起的,这里采取张力开环,位置闭环方式,两力臂电机以定值给出扭矩使系统达到预设张力值。实时采集力臂反馈位置变化量来实时调节辊筒电机及两机头引导电机的角速度,以使各电机线速度差趋近于零。
2.3 机头引导电机之间的同步
两牵引电机是实际运行中能很好地跟随辊筒给出的脉冲轨迹,但因电机间存在的物理差异及负载差异导致两电机实际反馈脉冲会有一定差异,这里采用台达A2伺服特有的龙门同动技术很好地改善了两电机间的位置误差满足了设计要求。
2.4 CANopen总线及以太网通讯,通讯实时性好、通讯速率快、响应性好
3 系统配置
台达机电的优越的性能在整个系统那个得到了充分的证明,整个系统的配置:台达A2-M系列伺服七套、HMIDOP-BE10E615、DVP28SV、DVPEN01、DVPCOMP、DVP04AD、DVP08SN、DVP08SM等等,控制结构如图3所示,接线图如图4所示。
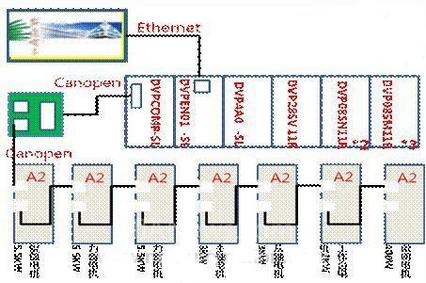
图3控制系统图
图4 系统接线图
4 系统总结
系统结构简单、优越的伺服特性同步追随特性好、安装方便、总线控制省配线,整个系统工作效率高,性价比高。整个系统以总线控制为基石,编程方便,能够很好地满足客户的需求,系统集成能力强。
台达CANopen总线多线切割设 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)