提高发动机厂现场生产信息化水平的应用
时间:12-19
来源:互联网
点击:
随着汽车制造业生产模式的趋于多品种、柔性化和需具备的适应市场召回时的应对能力,在对传统的生产工艺和实时监控方法不断予以改进、转换的同时,提高企业信息化、特别是生产过程信息化水平也已成趋势。本文通过实例介绍了规模生产的企业如何在运行了电子数据芯片等新技术后,借助所具备的对产品的精确追溯功能,大大提升现场生产的信息化水平。
提高信息化水平已成趋势
在市场经济的大环境下,当今汽车制造业的生产模式趋于多品种、柔性化,并必须最大程度地具备为了适应可能 出现的产品市场召回的应对能力。因此企业在不断调整生产工艺、采用先进制造技术的同时,还面临着持续提升生产过程信息化水平的需求。而其中就包含着对产品(多数为被加工的零部件)的编码、自动识别、数据采集技术的应用这一部分。
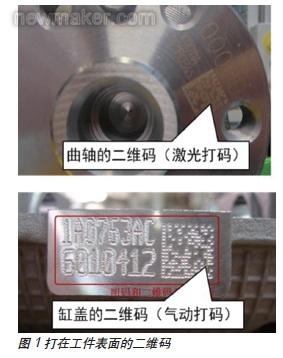
上世纪九十年代后期,条形码自动识别技术逐步在汽车行业获得了推广应用, 在零部件企业中应用较多的是轮胎生产厂家,而最有代表性的还属汽车厂中的整车装配线。但进入本世纪一零年代中期后, 数据容量更大、可读率更高,并能在金属表面实现直接打码(见图1)的二维码技术在汽车制造业,尤其是在动力总成工厂的应用取得很大的进展,当然这也是与此项技术具有更为丰富的功能分不开的。
电子数据芯片技术
为了适应现今汽车消费市场的需求, 汽车发动机制造工艺已不仅具有批量大、自动化程度高的特点,而且普遍采用了多品种共线的生产方式。为此在规划布置时就必须在同一工序采取多台并行机床的工艺格局,图2 即为一例。红圈内是一道以铣、镗为主的工序,从图中可见,该生产线包含了相同的7 台双轴加工中心(留有了8 台的空间)。在这种情况下,传统的现场零部件管理方式所存在的局限性就显现了出来,尤其是为了应对汽车召回等制度所带来的日益严苛的压力,必须提升生产过程中相关信息的存储、记录和传输水平,以满足零件追溯的需要。
生产过程中的应用 通常情况下,一个来自生产线上的零件,基本信息大致包含这样几类:1)基本信息。一般指零件号(有时就是图纸编号)、毛坯厂代号、生产厂代号、毛坯批次、上线时间等;2)制造信息。反映工件的即是加工状态和通过各道工序时加工信息,后者其实是电子数据芯片所记录、存储的最为重要的那部分内容,包括:机床设备信息,如设备编号、主轴(夹具) 编号等:加工信息,即零件在该道工序的状态(合格与否、是不是返工、加工的日期时间,若属于被抽检零件,检测结果合格与否等);如果通过的正好是在线测量工序,如连入缸体、缸盖生产线的密封测试(试漏检测)工序,此时就将其测得结果写入电子数据芯片之中。
1, 毛坯(半成品)上线:将电子数据芯片安装到每个上线 的工件毛坯上, 图4 就是一个典型案例,这是一条缸体生产线;
2, 工件通过第一道工序(OP10)时, 将对其上的电子数据芯片进行初始化(格式化),并录入上述的那些基本信息;
3, 当零件接着陆续经过生产线上的其他各道工序时,首先读取芯片中的即时状态信息,检查无误后才放行进入机床开始加工,若发现有误就拦截下来并且放警。本工序结束后,即将加工信息写入数据电子芯片。生产线上的现场工作人员可以通过操作面板实时查看该工序的实际情况,如当前班次各台机床(包括各主轴、夹具)分别加工了多少零件、抽检状况又如何。安装在输送装置上的读写器在检查了流过的工件后, 如果识别出是抽检的零件,将会自动拦截下来让其进入在线检测工位。待完成了测量后, 将测得结果等信息写入芯片。
零件结束全部工序后下线:首先位于终端的读写器将芯片中的所有信息导入到放置在生产线终端随线服务器中存储;然后将电子数据芯片从工件上卸下、清洗并送到生产线起始端备用。
另外,存储在服务器中的零件信息生产数据库,这样一来,企业的相关管理人员就可以方便地从该随线服务器中查询所有从该生产线上加工出来的工件信息。(end)
提高信息化水平已成趋势
在市场经济的大环境下,当今汽车制造业的生产模式趋于多品种、柔性化,并必须最大程度地具备为了适应可能 出现的产品市场召回的应对能力。因此企业在不断调整生产工艺、采用先进制造技术的同时,还面临着持续提升生产过程信息化水平的需求。而其中就包含着对产品(多数为被加工的零部件)的编码、自动识别、数据采集技术的应用这一部分。
上世纪九十年代后期,条形码自动识别技术逐步在汽车行业获得了推广应用, 在零部件企业中应用较多的是轮胎生产厂家,而最有代表性的还属汽车厂中的整车装配线。但进入本世纪一零年代中期后, 数据容量更大、可读率更高,并能在金属表面实现直接打码(见图1)的二维码技术在汽车制造业,尤其是在动力总成工厂的应用取得很大的进展,当然这也是与此项技术具有更为丰富的功能分不开的。
电子数据芯片技术
为了适应现今汽车消费市场的需求, 汽车发动机制造工艺已不仅具有批量大、自动化程度高的特点,而且普遍采用了多品种共线的生产方式。为此在规划布置时就必须在同一工序采取多台并行机床的工艺格局,图2 即为一例。红圈内是一道以铣、镗为主的工序,从图中可见,该生产线包含了相同的7 台双轴加工中心(留有了8 台的空间)。在这种情况下,传统的现场零部件管理方式所存在的局限性就显现了出来,尤其是为了应对汽车召回等制度所带来的日益严苛的压力,必须提升生产过程中相关信息的存储、记录和传输水平,以满足零件追溯的需要。
生产过程中的应用 通常情况下,一个来自生产线上的零件,基本信息大致包含这样几类:1)基本信息。一般指零件号(有时就是图纸编号)、毛坯厂代号、生产厂代号、毛坯批次、上线时间等;2)制造信息。反映工件的即是加工状态和通过各道工序时加工信息,后者其实是电子数据芯片所记录、存储的最为重要的那部分内容,包括:机床设备信息,如设备编号、主轴(夹具) 编号等:加工信息,即零件在该道工序的状态(合格与否、是不是返工、加工的日期时间,若属于被抽检零件,检测结果合格与否等);如果通过的正好是在线测量工序,如连入缸体、缸盖生产线的密封测试(试漏检测)工序,此时就将其测得结果写入电子数据芯片之中。
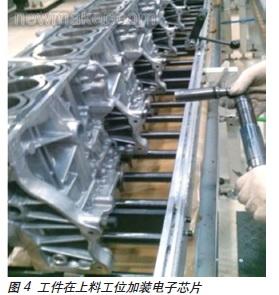
1, 毛坯(半成品)上线:将电子数据芯片安装到每个上线 的工件毛坯上, 图4 就是一个典型案例,这是一条缸体生产线;
2, 工件通过第一道工序(OP10)时, 将对其上的电子数据芯片进行初始化(格式化),并录入上述的那些基本信息;
3, 当零件接着陆续经过生产线上的其他各道工序时,首先读取芯片中的即时状态信息,检查无误后才放行进入机床开始加工,若发现有误就拦截下来并且放警。本工序结束后,即将加工信息写入数据电子芯片。生产线上的现场工作人员可以通过操作面板实时查看该工序的实际情况,如当前班次各台机床(包括各主轴、夹具)分别加工了多少零件、抽检状况又如何。安装在输送装置上的读写器在检查了流过的工件后, 如果识别出是抽检的零件,将会自动拦截下来让其进入在线检测工位。待完成了测量后, 将测得结果等信息写入芯片。
零件结束全部工序后下线:首先位于终端的读写器将芯片中的所有信息导入到放置在生产线终端随线服务器中存储;然后将电子数据芯片从工件上卸下、清洗并送到生产线起始端备用。
另外,存储在服务器中的零件信息生产数据库,这样一来,企业的相关管理人员就可以方便地从该随线服务器中查询所有从该生产线上加工出来的工件信息。(end)
发动机厂现场生产信息化水 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)