台达20PM在纸护角一体机上的应用
时间:12-20
来源:互联网
点击:
纸护角由多层纱管纸和牛卡纸经护角机定型压制而成,能对包装件的边角进行保护,并增加其堆码强度,还可用于低成本的“无容器包装”,因而是一种被广泛采用的包装材料。
按横截面形状,纸护角可分为U型、L型(或V型)等。在纸护角的规定位置上冲出槽口,便可对纸护角作90度折弯或环绕。
1.1设备概述
纸护角一体机,就是能将纸护角的冲口、裁切在一台机上连续完成的设备。按功能划分,该设备可分成挂纸、涂胶、包边、成型、冲口、裁切五个区段。
1.2裁切、冲口过程分析
客户要求成品以槽口为界,可分1~5段。只有1段时,相当于关闭冲口功能,只有裁切轴作定长裁切;5段时,成品可以拼成如图3示的一个方形框架,其接口处连接后,便可直接用于箱体包装。
当b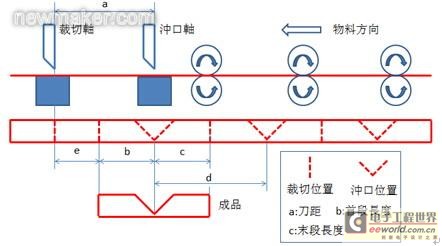
图4 两段纸护角,当b当b>a时,设置好初始飞剪电子凸轮数据后,先让裁切轴飞剪电子凸轮啮合,然后开启主轴:裁切轴会首先动作一次,裁出成品的第一个有效左端面。当主轴行走了长度e(即a-b)时,再让冲口轴的飞剪电子凸轮啮合,切出成品的第一个有效槽口。后续主轴每行走长度b+c(即成品总长),裁切轴就裁切一次;主轴每行走长度d(即末段长+首段长),冲口轴就切槽一次。
当成品的首段长大于刀距时:裁切的主轴长度始终设为“成品总长”,冲口的主轴长度始终设为“末段长+首段长”。但裁切轴的飞剪电子凸轮先啮合;当主轴行走了“首段长-刀距”时,再启动冲口轴的飞剪电子凸轮啮合。更多段数产品的裁切、冲口过程以此类推,不作分析。
2 台达20PM运动控制方案
根据以上控制过程和要求,选用两台DVP20PM00D来完成两个飞剪电子凸轮的动作。DVP20PM00D是一款专业的运动控制器,支持电子凸轮(2048点)及飞剪、追剪应用;兼容G-Code/M-Code,支持2轴直线/圆弧插补运动控制等功能。
触控屏与20PM的通讯连接,使用RS232连接线,通过触控屏不同的COM口与20PM相连。两台20PM相同的参数设置可通过触控屏内的Background宏进行传递,也可采用RS485联机,通过触控屏的1个COM口与两台设置为不同站号的20PM通讯。
接入冲口轴20PM的A0、B0的主轴脉冲信号,也并入其A1、B1口,并在程序中启动C204计数,用以判断当产品首段长大于刀距时,冲口轴电子凸轮启动的时机。两个20PM的DOG信号与X2并联,回原点时需为DOG正缘停止。
3 结语
目前该设备已投入使用,使用效果得到了客户认可。台达20PM的飞剪电子凸轮功能为该类设备提供了经济、适用的运动控制方案,具有较好的市场推广价值。
按横截面形状,纸护角可分为U型、L型(或V型)等。在纸护角的规定位置上冲出槽口,便可对纸护角作90度折弯或环绕。

1.1设备概述
纸护角一体机,就是能将纸护角的冲口、裁切在一台机上连续完成的设备。按功能划分,该设备可分成挂纸、涂胶、包边、成型、冲口、裁切五个区段。

图2 纸护角一体机的冲口和裁切段
1.2裁切、冲口过程分析
客户要求成品以槽口为界,可分1~5段。只有1段时,相当于关闭冲口功能,只有裁切轴作定长裁切;5段时,成品可以拼成如图3示的一个方形框架,其接口处连接后,便可直接用于箱体包装。
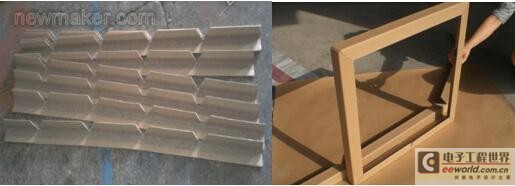
图3 纸护角一体机成品
当b
图4 两段纸护角,当b当b>a时,设置好初始飞剪电子凸轮数据后,先让裁切轴飞剪电子凸轮啮合,然后开启主轴:裁切轴会首先动作一次,裁出成品的第一个有效左端面。当主轴行走了长度e(即a-b)时,再让冲口轴的飞剪电子凸轮啮合,切出成品的第一个有效槽口。后续主轴每行走长度b+c(即成品总长),裁切轴就裁切一次;主轴每行走长度d(即末段长+首段长),冲口轴就切槽一次。
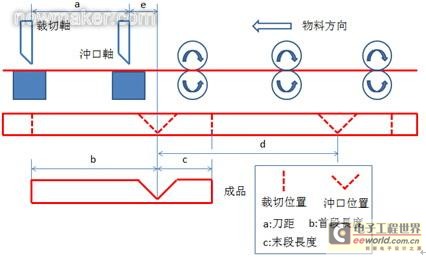
图5 两段纸护角,当b>a时冲口、裁切示意图
当成品的首段长大于刀距时:裁切的主轴长度始终设为“成品总长”,冲口的主轴长度始终设为“末段长+首段长”。但裁切轴的飞剪电子凸轮先啮合;当主轴行走了“首段长-刀距”时,再启动冲口轴的飞剪电子凸轮啮合。更多段数产品的裁切、冲口过程以此类推,不作分析。
2 台达20PM运动控制方案
根据以上控制过程和要求,选用两台DVP20PM00D来完成两个飞剪电子凸轮的动作。DVP20PM00D是一款专业的运动控制器,支持电子凸轮(2048点)及飞剪、追剪应用;兼容G-Code/M-Code,支持2轴直线/圆弧插补运动控制等功能。

图6 控制系统框图
表1 主要电气配置型号列表 
触控屏与20PM的通讯连接,使用RS232连接线,通过触控屏不同的COM口与20PM相连。两台20PM相同的参数设置可通过触控屏内的Background宏进行传递,也可采用RS485联机,通过触控屏的1个COM口与两台设置为不同站号的20PM通讯。
接入冲口轴20PM的A0、B0的主轴脉冲信号,也并入其A1、B1口,并在程序中启动C204计数,用以判断当产品首段长大于刀距时,冲口轴电子凸轮启动的时机。两个20PM的DOG信号与X2并联,回原点时需为DOG正缘停止。
3 结语
目前该设备已投入使用,使用效果得到了客户认可。台达20PM的飞剪电子凸轮功能为该类设备提供了经济、适用的运动控制方案,具有较好的市场推广价值。
纸护角一体机横截面形状台 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)