数控机床在线测量技术研究
时间:02-27
来源:互联网
点击:
发精度等优点,在数控机床在线检测系统中被广泛应用。
在线检测运动是通过输入到数控系统中的数控检测程序的控制实现的。由于数控机床采用的数控系统不同,其控制方法和编程代码等有所差别。
2 测头定位
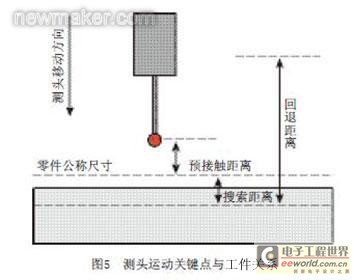
为使数控机床能够准确、高效、快速地完成每一次的在线测量,在一次测量任务中需多次测量触发。根据测头在一次测量过程中运动,需设定3种距离[15],如图5所示。
(2) 搜索距离。该距离设定了测头从零件的公称尺寸开始沿进入被测零件材料内部方向的最大距离。如果测头在这段距离运动中触发,机床将锁定触发点的坐标。在搜索距离阶段,测头应以给定的测量速度运动。
(3) 回退距离。该距离是测头接触到被测表面后沿反方向回退的距离。测头接触被测表面后,为了避免移动过量而折断,测头需要反方向退出一段距离,同时回退距离必须足够大,以保证测头能安全地到达下一个预接触点或定位点。在回退距离阶段,测头以回退速度退回。
为满足测头各个运动阶段的不同需求,在测量过程中对应了3种距离,包含3种速度,即定位速度、测量速度和回退速度。测量速度应取值较小,以减小测量值的误差,同时避免折断测杆。在测量过程中为提高测量效率,可以将定位速度和回退速度取值较大,从而保证以较快速度移动测头,减少测量时间。
为避免测头在碰触到被测表面后仍向前运动而折断测杆,机床测量会在接收到触发信号之后将剩余行程删除。剩余行程删除,即测头在已编程行程运动过程中接收到触发信号时,记下当前坐标值之后跳过未完成的动作,继续执行下一行代码。
目前,数控系统一般均提供了基本的测量指令,或测量系统的开发单位或人员也会提供部分已封装好的测量指令供用户使用。
3 检测路径规划
数控机床在线测量系统是一种通过采样来进行测量的系统[16]。因此采样点的数量和分布情况将直接影响测量结果,对自由曲面的测量尤为重要。对整个被测表面全部进行采样是不现实的,为提高测量结果可信度,通常会采用增加检测点数目的方式,但获得高准确度的同时也会极大降低测量效率。因此如何规划高效、准确的检测路径成为关键所在。
机床在线测量在规划检测路径时,在满足测量精度要求的基础上尽可能提高测量效率,即在满足测量精度的前提下,以最短的测量路径检测最少的测量点。以圆柱面测量为例,把测头定位到型面的中心线上,采用四点测量方法便可以获得高精度的测量结果。该测量方法对内孔测量也同样适用,详细测量路径见文献[17]。
在路径规划要求的指导下,平面测量、凸台/凹槽测量以及角度测量等均已有确定的测量路径规划方案,详见文献[17]。
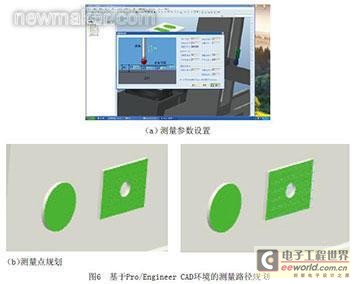
当进行复杂测量时,则编程人员需要对CAD系统进行二次开发,根据基本测量原理在CAD环境中进行人机交互测量路径规划和编程,图6为哈尔滨工业大学基于Pro/Engineer CAD环境进行二次开发进行人机交互所规划的测量点和测量路径。
在任何一项测量中,由于各种因素的影响,所得到的测量值总会存在误差。为了使测量结果更精确地逼近真实值,需要对测量结果进行补偿,因此测量过程中影响测量精度的误差组成来源应当被仔细分析和考虑。
由于数控机床在线测量系统是以机床为母体,集成测量系统而生成的。所以数控机床加工过程中存在的误差在测量过程中也同样会影响测量精度。机床在线测量测量误差主要包括测头系统误差、机床运动部件定位误差、测量路径不合理造成的误差[16],其中测头系统误差又分为测头静态误差、测头动态误差以及测头在机床上的安装误差等。
测头静态误差包括死区误差和测头重复定位误差,它随着测杆长度、刚度以及接触压力的改变而改变。死区误差是指测头在接触工件后,测杆发生的弯曲变形量[18]。测头重复定位误差相对于死区误差相对较小,因此测头静态误差主要由死区误差决定。测头动态误差主要与测头检测时的接触速度以及数控系统采样间隔有关。
测头是通过与机床配套的刀柄安装机床主轴上,由于测头轴线与主轴轴线的不完全对中,存在测头的安装误差[3,19],在多方向测量中造成测量误差。测头与主轴的不对中安装误差,可以通过测量前的测头偏心标定进行部分补偿。
由于数控机床零部件的制造、装配误差、伺服系统的跟踪误差以及间隙、摩擦等因素,机床各工作部件在进行测量运动时,会产生定位误差。
除此之外,测头的半径误差也是一个主要的误差来源,在数据处理时可通过测头半径补偿来消除[14]。但在实际测量中,情况较为复杂,测头半径误差将引入测量结果,在自由曲面的测量过程中,该项误差更为明显。
针对测量过程中诸多的误差来源,高效、高精度的误差补偿算法是亟待解决的一个关键问题。在实际应用中,可采用多次测量、误差补偿等减小测量误差,提高测量精度。
机床测量系统与CAD的集成
数控机床在线测量作为M-I模式的典型代表,极大地缩短了生产周期。但在实际应用中,由于并未与零件的设计模型相衔接,导致测量路径交互规划时存在诸多不便。此外,根据测量结果进行再加工时,会造成误差的累积。在实现D-M-I模式集成后,可针对该项误差进行补偿[20],从而进一步提高测量精度。
鉴于D-M-I模式相对于M-I模式的数控机床在线测量系统具有更高的精度和灵活性,针对结构复杂零件的加工、测量与修整,我们采用了D-M-I模式的数控机床在线测量与加工,以提高测量、加工精度。将PC机与数控机床相连,在PC机上主要完成CAD系统与CAI软件系统的集成,在数控机床上完成NC系统与CAI的硬件系统集成,从而实现CAD/NC/CAI的集成,系统结构如图7所示。
在线检测运动是通过输入到数控系统中的数控检测程序的控制实现的。由于数控机床采用的数控系统不同,其控制方法和编程代码等有所差别。
2 测头定位
为使数控机床能够准确、高效、快速地完成每一次的在线测量,在一次测量任务中需多次测量触发。根据测头在一次测量过程中运动,需设定3种距离[15],如图5所示。
(2) 搜索距离。该距离设定了测头从零件的公称尺寸开始沿进入被测零件材料内部方向的最大距离。如果测头在这段距离运动中触发,机床将锁定触发点的坐标。在搜索距离阶段,测头应以给定的测量速度运动。
(3) 回退距离。该距离是测头接触到被测表面后沿反方向回退的距离。测头接触被测表面后,为了避免移动过量而折断,测头需要反方向退出一段距离,同时回退距离必须足够大,以保证测头能安全地到达下一个预接触点或定位点。在回退距离阶段,测头以回退速度退回。
为满足测头各个运动阶段的不同需求,在测量过程中对应了3种距离,包含3种速度,即定位速度、测量速度和回退速度。测量速度应取值较小,以减小测量值的误差,同时避免折断测杆。在测量过程中为提高测量效率,可以将定位速度和回退速度取值较大,从而保证以较快速度移动测头,减少测量时间。
为避免测头在碰触到被测表面后仍向前运动而折断测杆,机床测量会在接收到触发信号之后将剩余行程删除。剩余行程删除,即测头在已编程行程运动过程中接收到触发信号时,记下当前坐标值之后跳过未完成的动作,继续执行下一行代码。
目前,数控系统一般均提供了基本的测量指令,或测量系统的开发单位或人员也会提供部分已封装好的测量指令供用户使用。
3 检测路径规划
数控机床在线测量系统是一种通过采样来进行测量的系统[16]。因此采样点的数量和分布情况将直接影响测量结果,对自由曲面的测量尤为重要。对整个被测表面全部进行采样是不现实的,为提高测量结果可信度,通常会采用增加检测点数目的方式,但获得高准确度的同时也会极大降低测量效率。因此如何规划高效、准确的检测路径成为关键所在。
机床在线测量在规划检测路径时,在满足测量精度要求的基础上尽可能提高测量效率,即在满足测量精度的前提下,以最短的测量路径检测最少的测量点。以圆柱面测量为例,把测头定位到型面的中心线上,采用四点测量方法便可以获得高精度的测量结果。该测量方法对内孔测量也同样适用,详细测量路径见文献[17]。
在路径规划要求的指导下,平面测量、凸台/凹槽测量以及角度测量等均已有确定的测量路径规划方案,详见文献[17]。
当进行复杂测量时,则编程人员需要对CAD系统进行二次开发,根据基本测量原理在CAD环境中进行人机交互测量路径规划和编程,图6为哈尔滨工业大学基于Pro/Engineer CAD环境进行二次开发进行人机交互所规划的测量点和测量路径。
在任何一项测量中,由于各种因素的影响,所得到的测量值总会存在误差。为了使测量结果更精确地逼近真实值,需要对测量结果进行补偿,因此测量过程中影响测量精度的误差组成来源应当被仔细分析和考虑。
由于数控机床在线测量系统是以机床为母体,集成测量系统而生成的。所以数控机床加工过程中存在的误差在测量过程中也同样会影响测量精度。机床在线测量测量误差主要包括测头系统误差、机床运动部件定位误差、测量路径不合理造成的误差[16],其中测头系统误差又分为测头静态误差、测头动态误差以及测头在机床上的安装误差等。
测头静态误差包括死区误差和测头重复定位误差,它随着测杆长度、刚度以及接触压力的改变而改变。死区误差是指测头在接触工件后,测杆发生的弯曲变形量[18]。测头重复定位误差相对于死区误差相对较小,因此测头静态误差主要由死区误差决定。测头动态误差主要与测头检测时的接触速度以及数控系统采样间隔有关。
测头是通过与机床配套的刀柄安装机床主轴上,由于测头轴线与主轴轴线的不完全对中,存在测头的安装误差[3,19],在多方向测量中造成测量误差。测头与主轴的不对中安装误差,可以通过测量前的测头偏心标定进行部分补偿。
由于数控机床零部件的制造、装配误差、伺服系统的跟踪误差以及间隙、摩擦等因素,机床各工作部件在进行测量运动时,会产生定位误差。
除此之外,测头的半径误差也是一个主要的误差来源,在数据处理时可通过测头半径补偿来消除[14]。但在实际测量中,情况较为复杂,测头半径误差将引入测量结果,在自由曲面的测量过程中,该项误差更为明显。
针对测量过程中诸多的误差来源,高效、高精度的误差补偿算法是亟待解决的一个关键问题。在实际应用中,可采用多次测量、误差补偿等减小测量误差,提高测量精度。
机床测量系统与CAD的集成
数控机床在线测量作为M-I模式的典型代表,极大地缩短了生产周期。但在实际应用中,由于并未与零件的设计模型相衔接,导致测量路径交互规划时存在诸多不便。此外,根据测量结果进行再加工时,会造成误差的累积。在实现D-M-I模式集成后,可针对该项误差进行补偿[20],从而进一步提高测量精度。
鉴于D-M-I模式相对于M-I模式的数控机床在线测量系统具有更高的精度和灵活性,针对结构复杂零件的加工、测量与修整,我们采用了D-M-I模式的数控机床在线测量与加工,以提高测量、加工精度。将PC机与数控机床相连,在PC机上主要完成CAD系统与CAI软件系统的集成,在数控机床上完成NC系统与CAI的硬件系统集成,从而实现CAD/NC/CAI的集成,系统结构如图7所示。
数控机床在线测量技 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)