内锥大径、外锥小径的简便测量法
时间:02-27
来源:互联网
点击:
生产实践中,经常需加T图1(a)、(b)所示内锥及图2所示锥销,此类工件所标注的尺寸D(d)用游标卡尺等常规量具无法准确测量。为解决这一问题,我们采用了如下介绍的测量装置,可方便准确地测量出D(d)尺寸。
1) 工件见图1a、b,尺寸D的测量装置见图3,其基本结构为:支座1借用磁力表座,固定弹簧夹3一端夹持在支座1上,一端夹持一大量程百分表。将百分表上原带有钢球的测头卸下,换上专用测头4,测头4的锥角做成126°52'。由图3可见:D=2C·tg(126°52'/2)=2C·tg63°26'=4C
3) 制作测头4时应注意,测头必须保持尖角,淬火,磨削后方可使用。
2 外锥小径的测量
图2为销轴零件图,尺寸d的测量装置见图4,其基本结构类似于测量内锥,仅仅更换测头4;测头内锥加工成126°52';根据所测工件尺寸确定尺寸D为某一整数(D应制作准确),将该数值清晰标示于F面上。
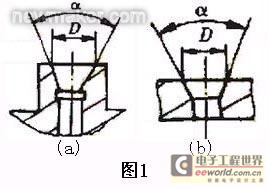

图2
1) 工件见图1a、b,尺寸D的测量装置见图3,其基本结构为:支座1借用磁力表座,固定弹簧夹3一端夹持在支座1上,一端夹持一大量程百分表。将百分表上原带有钢球的测头卸下,换上专用测头4,测头4的锥角做成126°52'。由图3可见:D=2C·tg(126°52'/2)=2C·tg63°26'=4C
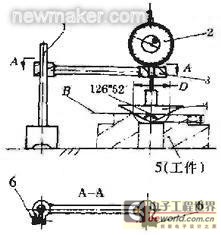
1.磁力座表 2.大量程百分表 3.固定弹簧夹
4.测头 5.工件 6.螺钉
图3
3) 制作测头4时应注意,测头必须保持尖角,淬火,磨削后方可使用。
2 外锥小径的测量
图2为销轴零件图,尺寸d的测量装置见图4,其基本结构类似于测量内锥,仅仅更换测头4;测头内锥加工成126°52';根据所测工件尺寸确定尺寸D为某一整数(D应制作准确),将该数值清晰标示于F面上。
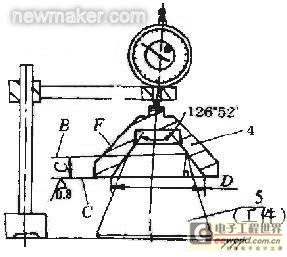
图4
测量装置专用测头测量位 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)