大尺寸测量检测设计方案
时间:02-27
来源:互联网
点击:
本方案为某轨道交通行业工艺研究所,大零部件尺寸测量检测,基于接触式测量及精密机械技术。
一.测量原理
1.内径测量
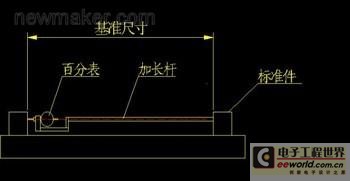
1)量具校准:百分表(或者千分表)和加长杆安装好,放在标准件校准,使百分表读数为零。示意图如下:
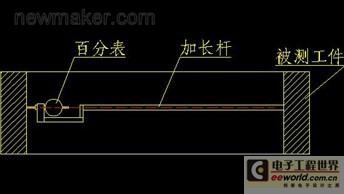
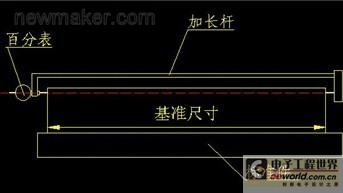
将百分表和加长杆放在待测工件上,观察百分表读数,该读数就是待测工件尺寸同标准件的差值,由此得出待测尺寸,示意图如下:
1)量具校准:将百分表和加长杆安装好,放在标准件校准,使百分表读数为零,示意图如下:
将百分表和加长杆放在待测工件上,观察百分表读数,该读数就是待测工件尺寸同标准件的差值 ,待测尺寸由此测得,示意图如下:
大尺寸精密检测是机械行业的难题,我们采用一个经过精密校准的基准尺寸(标准件或量块)同待测尺寸比较。用百分表和加长杆测量待测尺寸,当待测尺寸同基准值差值为零时,则待测尺寸等于基准值,从而精密地测出了待测尺寸。如待测尺寸同基准值差值不为零,该差值就是待测尺寸实际偏差。
此方案的优点
1)高精度,例如2000mm的尺寸,可以达到±0.01mm
2)可以长时间保持高精度
二. 应用领域:
轨道交通、军工、航空航天、重工船舶、汽车制造、机床模具、加工设备制造等装备制造业。
一.测量原理
1.内径测量
1)量具校准:百分表(或者千分表)和加长杆安装好,放在标准件校准,使百分表读数为零。示意图如下:
将百分表和加长杆放在待测工件上,观察百分表读数,该读数就是待测工件尺寸同标准件的差值,由此得出待测尺寸,示意图如下:
1)量具校准:将百分表和加长杆安装好,放在标准件校准,使百分表读数为零,示意图如下:
将百分表和加长杆放在待测工件上,观察百分表读数,该读数就是待测工件尺寸同标准件的差值 ,待测尺寸由此测得,示意图如下:
![]()
大尺寸精密检测是机械行业的难题,我们采用一个经过精密校准的基准尺寸(标准件或量块)同待测尺寸比较。用百分表和加长杆测量待测尺寸,当待测尺寸同基准值差值为零时,则待测尺寸等于基准值,从而精密地测出了待测尺寸。如待测尺寸同基准值差值不为零,该差值就是待测尺寸实际偏差。
此方案的优点
1)高精度,例如2000mm的尺寸,可以达到±0.01mm
2)可以长时间保持高精度
二. 应用领域:
轨道交通、军工、航空航天、重工船舶、汽车制造、机床模具、加工设备制造等装备制造业。
大尺寸测量检测设计内径测 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)