零件内控刀深度的简易测量方法
时间:03-23
来源:互联网
点击:
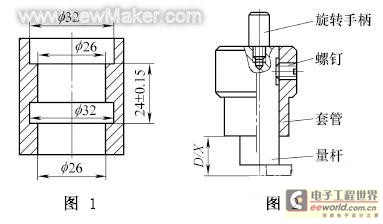
图1是我厂某一产品的零件形状,它的内控刀到端面的深度对产品的性能极为重要,为了使此零件在大批量生产中深度在要求的范围内,我们参照常规的台阶式深度量规设计了偏心套管量具 (图2),该量具具有结构简单、使用方便、维修容易、寿命较长的特点,在我厂的实际生产中得到了广泛的应用。下面介绍该量具的工作原理及要求。
( 1)工作原理
为了测出该零件的内控刀下端面到 32 mm孔端面的深度,我们利用一个偏心的套管量具来测量,用手旋动旋转手柄至偏心最小处将量杆放入零件控刀槽,然后再利用旋转手柄将量杆旋至偏心最大处以使量杆底平面接触工件控刀槽底端面,凭借手指触摸的感觉,或借助与刀口尺观察光隙的方法,确认量杆的上端面位于套管的台阶 0. 3mm之间,或与台阶任一端面平齐,则被测尺寸合格。
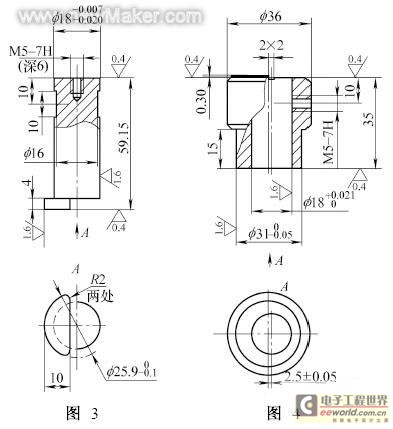
①量杆要求上下工作面进行研磨以达到图样要求,并延长其使用寿命 ;要使得装配后量杆转动时无阻滞感,则它与套管配合处精度要求较高 (见图 3)。
②套管它同样要求上下工作面进行研磨以达到图样要求,并延长其使用寿命 ;由于它是整套量具中相对复杂的件,与量杆配合的孔精度要求较高,而偏心尺寸只需满足测量需求即可,故该尺寸精度要求并不高 (见图4)。
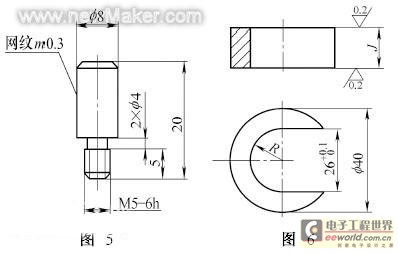
校对量规 :大批量生产中量具使用的频次高,磨损也就会加快 ;为了使量具始终在受控范围内我们要定期用校对量规校对量具 ;在技术要求上,它的上下平面表面粗糙度值要求要低于量规的表面粗糙度值 (见图 6)。
( 1)工作原理
为了测出该零件的内控刀下端面到 32 mm孔端面的深度,我们利用一个偏心的套管量具来测量,用手旋动旋转手柄至偏心最小处将量杆放入零件控刀槽,然后再利用旋转手柄将量杆旋至偏心最大处以使量杆底平面接触工件控刀槽底端面,凭借手指触摸的感觉,或借助与刀口尺观察光隙的方法,确认量杆的上端面位于套管的台阶 0. 3mm之间,或与台阶任一端面平齐,则被测尺寸合格。
①量杆要求上下工作面进行研磨以达到图样要求,并延长其使用寿命 ;要使得装配后量杆转动时无阻滞感,则它与套管配合处精度要求较高 (见图 3)。
②套管它同样要求上下工作面进行研磨以达到图样要求,并延长其使用寿命 ;由于它是整套量具中相对复杂的件,与量杆配合的孔精度要求较高,而偏心尺寸只需满足测量需求即可,故该尺寸精度要求并不高 (见图4)。
校对量规 :大批量生产中量具使用的频次高,磨损也就会加快 ;为了使量具始终在受控范围内我们要定期用校对量规校对量具 ;在技术要求上,它的上下平面表面粗糙度值要求要低于量规的表面粗糙度值 (见图 6)。
简易测量控刀深度被测尺 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)