自制220V交流白色节能灯的步骤
材料:
1、40个散光型白色高亮度草帽LED (LED规格:3.2~3.4V 电流小于20毫安 亮度1400MCD)
2、装配好的塑料外壳和E27罗口灯座并引出导线
3、38LED灯板PCB一片
4、焊接好的电源板一个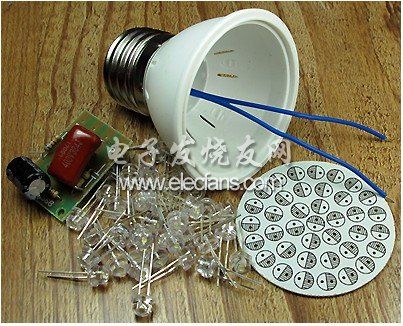
首先可以焊接LED灯板部分,制作前先用绘图橡皮将LED的所有焊盘仔细擦磨一遍,这样可以清除PCB上的氧化层,确保焊接可靠!将白色LED按照PCB上标注的极性仔细插入PCB,注意:引脚短的那根脚负极插入PCB上标有阴影的孔中,不能插反哦!
在焊接LED时请一定要选用不漏电的30W尖头电烙铁焊接,可以先焊好LED的一个引脚再观察一下LED的位置,如果不正可以融化焊锡及时扶正,确认位置正确后焊接另一个引脚。焊接要干脆果断,焊接时间不能过长,应控制在2秒以内,否则LED有可能被焊坏!我们特地多提供了2颗LED,就是防止初学者意外损坏时可以替换。
焊接完成后请仔细检查灯板是否有虚焊?是否有搭桥短路?LED是否都在同一平面上?是否有多余的焊锡球散落在PCB上?
手工焊接操作的基本步骤: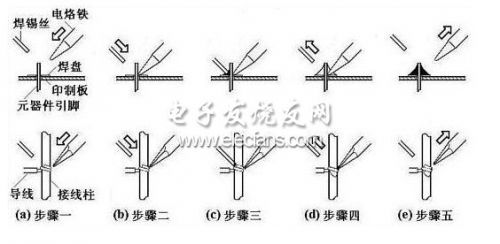
掌握好电烙铁的温度和焊接时间,选择恰当的烙铁头和焊点的接触位置,才可能得到良好的焊点。正确的手工焊接操作过程可以分成五个步骤:
⑴ 步骤一:准备施焊图(a)左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。
⑵ 步骤二:加热焊件图(b)烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约为1~2秒钟。对于在印制板上焊接元器件来说,要注意使烙铁头同时接触两个被焊接物。例如,图(b)中的导线与接线柱、元器件引线与焊盘要同时均匀受热。
⑶ 步骤三:送入焊丝图(c)焊件的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。注意:不要把焊锡丝送到烙铁头上!
⑷ 步骤四:移开焊丝图(d)焊丝熔化一定量后,立即向左上45°方向移开焊丝。
⑸ 步骤五:移开烙铁图(e)焊锡浸润焊盘和焊件的施焊部位以后,向右上45°方向移开烙铁,结束焊接。从第三步开始到第五步结束,时间大约也是1~2秒。
将灯头内引出的两根蓝色软线焊接到电源板上标有"R"的两处焊盘,电源板的 M 端接LED板的中心焊盘,B端接LED板的外圈焊盘。最后将电源板上预留的孔套入灯壳内的固定塑料柱上,顺便用烙铁烫一下塑料柱可以固定好电源板。LED灯板可以卡在灯壳内,一般比较紧密也可以用热溶胶分别固定电源板和LED灯板,防止晃动和意外短路。做好的LED灯不但很轻不容易摔坏,而且亮度相当于5W的节能灯还很漂亮哦!制作注意事项:请仔细多次后通电试验,注意人身安全,谨防触电!
常见故障:
因为这款灯的LED数量众多,很容易因为其中一个LED损坏或者LED管脚和PCB焊接不良造成全部不亮,所以制作成功的关键还是在焊接LED时务必认真仔细!排查的方法如下:用万用表直流250V电压档测量,黑表棒固定在M点,红表棒从B点依次测量每个LED端的电压(测量时千万注意安全,此时整个电路板和交流市电没有隔离,触碰板上零件有触电危险!)如果电压消失说明这个LED损坏(如装反、LED管芯开路、LED焊盘齐根处PCB短路、LED虚焊等等),还可以用直流电压检测LED,先彻底断开交流电源!然后如用10V左右的直流电压,4个LED串连后通电测试,可以快速判断出故障。
- 利用GR6953实现节能灯的预热和无灯保护功能(01-19)
- 220V交流白色节能灯自制(10-01)
- 节能灯磁性材料选用方法(06-12)
- 基于FAN7710V的新型高性能节能灯镇流器电路设计(07-16)
- OLED显示器及其馈电技术(08-13)
- 基于S3C44B0X的大型LED显示系统设计(08-14)